糊盒機全解析:彩盒量產的最後一棒,怎麼把平的紙坯變成盒
印好了、切好了,但盒子還是一張平的紙——直到它通過這台機器,「啪」一下站起來。
一個彩盒從印刷到出貨,最後一棒往往最沒人注意:把那張印好、切好的平紙坯,折起來、抹上膠、黏成盒——這就是糊盒。看似簡單,卻決定了盒子黏不黏得牢、量產跑不跑得快。
「設備巡禮」第五集,我們看糊盒機(折糊機 / Folder-Gluer)。前面幾集的燙金、模切把紙坯做好,這一集負責把它變成立體的盒。我們會用流程圖+實拍,看懂糊盒機的五個部位、直線盒與勾底盒的差別、為什麼糊口會爆開——每段都附實機影片與冷知識。
糊盒是什麼?包裝的「最後一棒」
糊盒是包裝加工的最後一道工序:把印刷、模切成型的紙板,在正確的位置折疊,並把「糊口」黏起來,變成可以裝東西的盒子。早年這是純手工活,一個個折、一個個抹膠;現在交給全自動糊盒機,速度與一致性都不是人工能比的。
不是每種盒都要糊盒。能攤平運送、到現場才撐開的盒(像彩盒、披薩盒)才需要糊盒機先把糊口黏好;而飛機盒那種「一體成型、靠插耳扣合」的,根本不上膠——這也是它便宜的原因之一。
前面做得再好,糊口爆開就全毀
糊盒在最後,意味著前面所有工序的成本都壓在它身上——這時糊口黏不牢、盒子歪斜,整個就報廢。所以糊盒看似簡單,其實是品質的守門員。我們把糊口貼合與方正度,當成出貨前的必檢項。
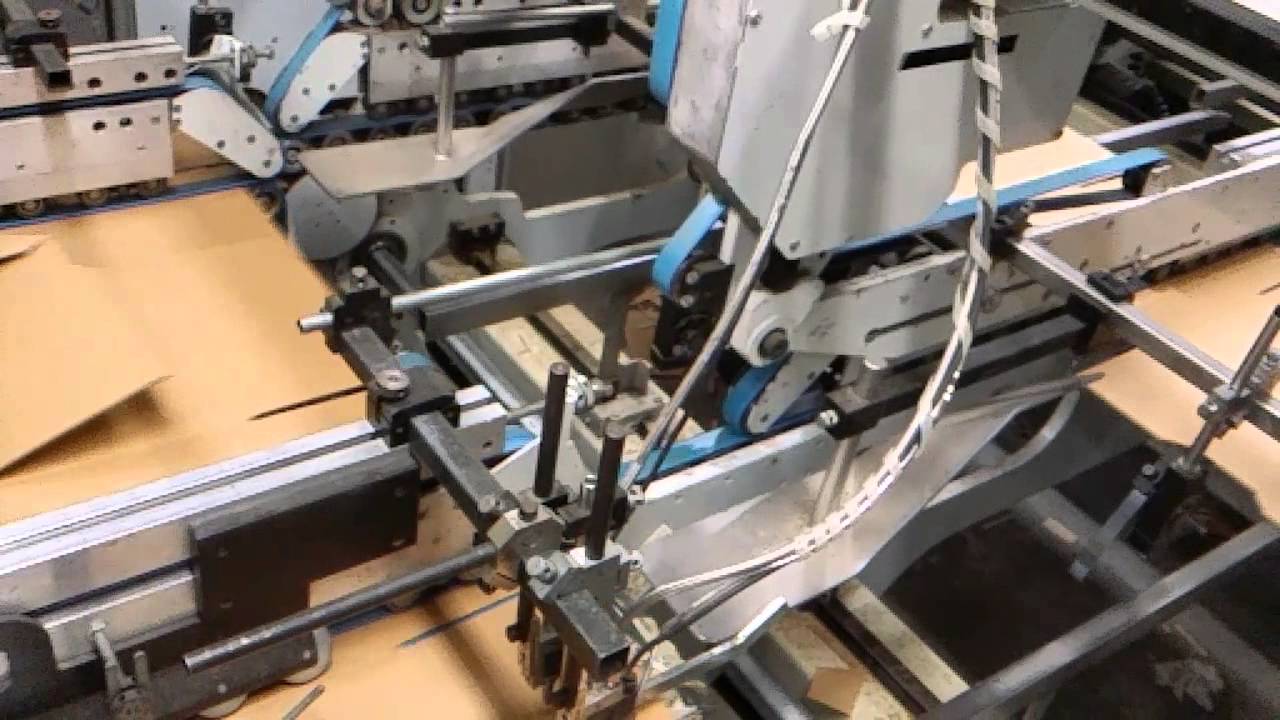
一台糊盒機,由五個部位接力
全自動糊盒機其實是一條輸送帶式的產線,紙坯一路被皮帶帶著走,沿途由五個部位接力完成:
糊盒的膠分兩大類:冷膠(白膠、水性膠,便宜、適合一般紙面)與熱熔膠(EVA,快乾、抓得快、適合高速與難黏面)。選哪種、抹多少、抹在哪,都會影響黏合強度——這是糊盒師傅的真功夫。
直線盒 vs 勾底盒:差在「底」
糊盒機做的盒,最常見兩大類,差別在底部怎麼成型:
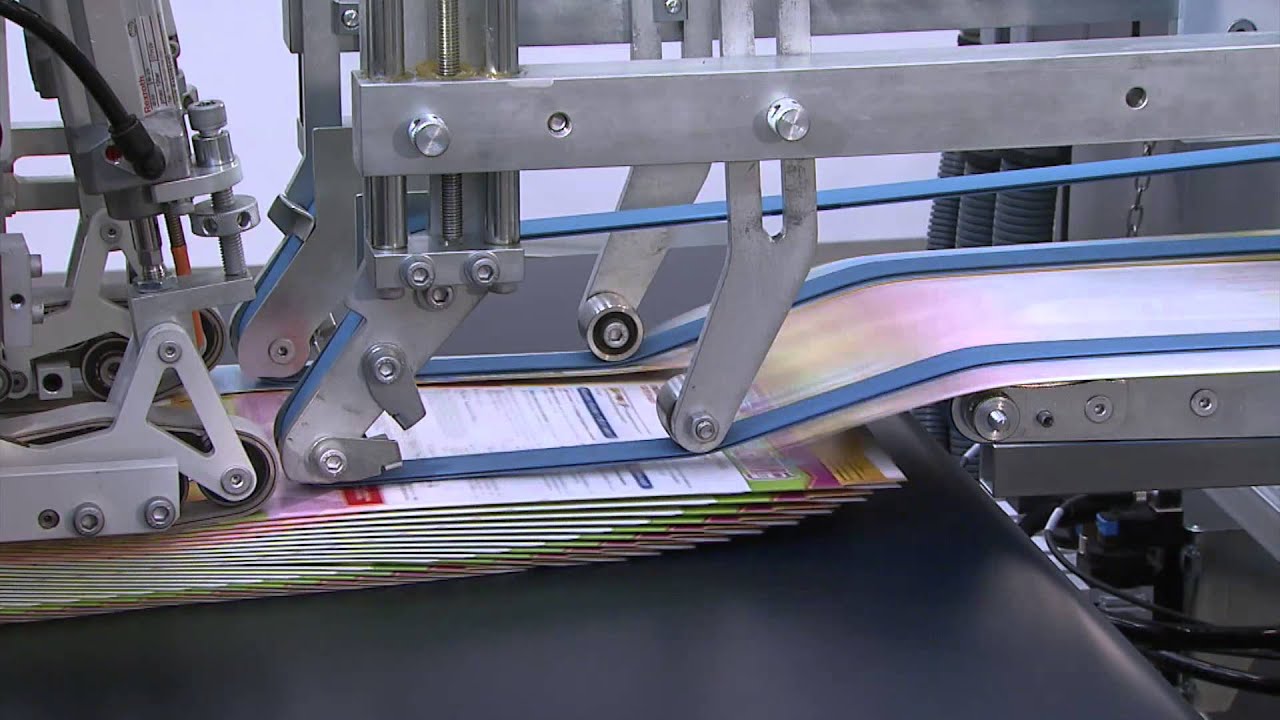
做勾底盒一定要用勾底糊盒機(有勾底部與旋轉鉤裝置);更進階的機台還能做六角盒、異形盒,但要配噴膠系統。下面是糊盒機把平紙坯變成盒的實際三步:


三步取自 YouTube 設備影片,點圖看實機運轉。
勾底盒的英文叫 crash lock bottom(直譯「一撞就鎖的底」),也叫自動鎖底。它最大的好處是出貨端零組裝:倉庫拿到的是攤平的盒,要用時單手一撐,底部摺片互卡鎖死,馬上能裝、能載重——電商、外帶餐盒最愛用。
糊口為什麼會爆開?三個常見元兇
糊盒最常見的客訴就是「糊口爆開、盒子散掉」。原因通常不在膠本身,而在這三件事:
| 元兇 | 為什麼 | 怎麼解 |
|---|---|---|
| 糊口在光滑面 | 覆膜、過 UV、滿版油墨的表面太滑,膠咬不住 | 糊口處留白不上光,或先「打毛」破壞表面 |
| 膠量/位置不對 | 抹太少黏不牢、抹太多溢膠髒盒 | 調膠輪、噴膠位置與用量 |
| 壓合時間不足 | 跑太快、壓盒段太短,膠還沒乾就分開 | 調速度與壓盒段長度,讓膠定型 |
最常被忽略的一點:糊口位置千萬別覆膜或過滿版 UV。光滑面像玻璃,再強的膠也黏不住。專業做法是設計時就把糊口處留白(留出不上光的區域),或在糊盒前用「打毛輪」把表面刮粗。很多「盒子散掉」的案子,根源都在這。
糊口要不要留白,打樣時就該確認
我們在開檔與打樣階段,就會幫你檢查糊口有沒有壓到覆膜/UV、留白夠不夠、膠路怎麼走。把這些在量產前處理好,才不會在最後一棒翻車。這也是「先打樣、再量產」最實際的價值之一。
現代化:高速、線上檢測與一機多功

▶ 影片:糊盒機自動裝箱(CARTONPACK) ▶ 影片:勾底盒折糊實機
現代糊盒機的進化集中在三點:速度(高階機每分鐘可達數百到上千個)、線上檢測(用相機抓糊口有沒有黏、漏盒,自動剔除)、一機多功(同一台能做直線盒、勾底盒、4/6 角盒,還能線上貼雙面膠、貼開窗膜、上撕條)。換盒型時靠導規與程式快速調機,讓中大量的彩盒能穩定又快速地產出。
頂規糊盒機的「通用性」很驚人——例如 BOBST 的 EXPERTFOLD 系列,號稱能折糊超過 3,000 種盒型。從最簡單的直線盒到複雜的多角異形盒,一台機透過不同模組與導規就能搞定,這也是大廠機台貴在哪的原因。
從盒型、糊口到量產,一條龍接好
我們會依你的盒型選對糊盒方式(直線/勾底/異形)、在設計就把糊口留白與膠路規劃好,再銜接模切與燙金。免費打樣讓你先確認盒子撐起來方不方正、糊口牢不牢,再放心量產。
從直線盒到勾底盒、再到自動裝箱,這些是彩盒廠裡最常見的糊盒設備:
糊盒機是彩盒量產的最後一棒,也是前面所有工序的總驗收:印得準、切得正、糊得牢,盒子才站得方、裝得穩。看懂它,你會更明白為什麼「糊口留白」「先打樣確認方正度」這些小事,其實決定了一整批盒子的成敗。設備巡禮下一集,我們走進讓彩面紙與瓦楞合體、撐起飛機盒挺度的裱坑機。